| |
due to the lower formability of the "cold"
material and the bigger contact stresses between workpiece and tooling.
The most important cold-forming process is extrusion. With this
process, the material is pressed through a tool nozzle. The parts produced
are generally axisymmetric. It is less common for parts with secondary
elements to be produced by cold forming. As the final geometry cannot be
achieved via a single forming process, cold massive forming processes are
generally used in combination, namely in sequential forming stages. The
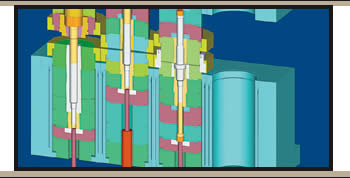
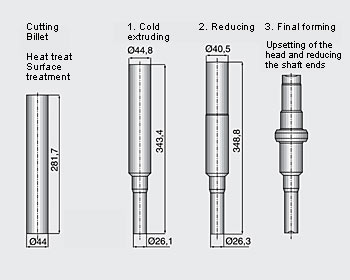
animation shows the production sequence for a cold-extruded transmission
shaft which is produced by forward direct extrusion, free reduction and
upsetting.
Therefore, a suitable choice of material (steel) is
essential to cold-forming, as is the special pre-treatment of the
workpiece in order to optimize microstructure and surface for the
subsequent forming process, as well as a special tool technology. In
addition to various non-ferrous metals, unalloyed and low alloyed steels
are the preferred materials for cold forming. These materials should
exhibit a carbon content of less than 0.5% and the content of the other
alloying components should be less than 5%. Other material elements such
as sulfur or phosphorous should only be present in minimal amounts (max.
0.035%). The formability of the microstructure is thus optimized prior to
forming by annealing on spheroidal cementite (so-called spherodize
annealing).
|
|
 |
![]()
 |
.gif) |
Sequence of
forming stages in the production of a transmission shaft
| |